





- Before
- 旋盤加工後のシャフトにC型のピンを
手作業で圧入していた。
- After
- 圧入工程に取られる時間が1日8時間から0.5時間まで大幅短縮。センサで確認を行うため、ピンの入れ忘れが発生しなくなった。
| ワークの種類 | 金属製のシャフト・ピン 140㎜~1150㎜の間で種類は無数にある |
|---|---|
| 納入先 | 株式会社JRC 本社工場 |
| 工程・用途 | シャフトの両端へピンを圧入(位置決め用ピン) |
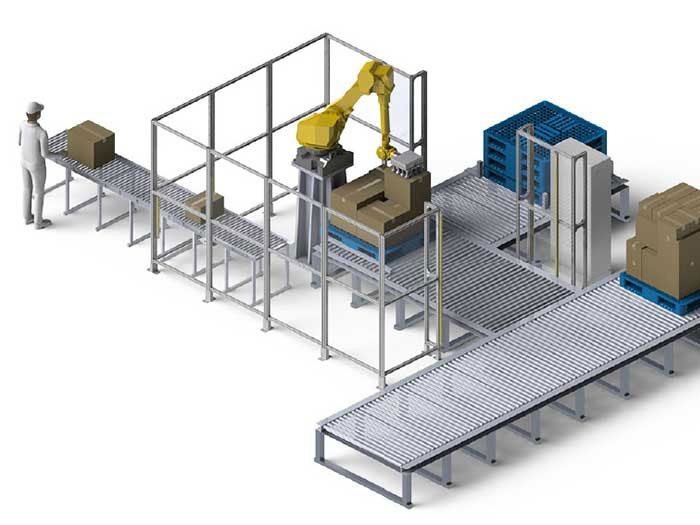
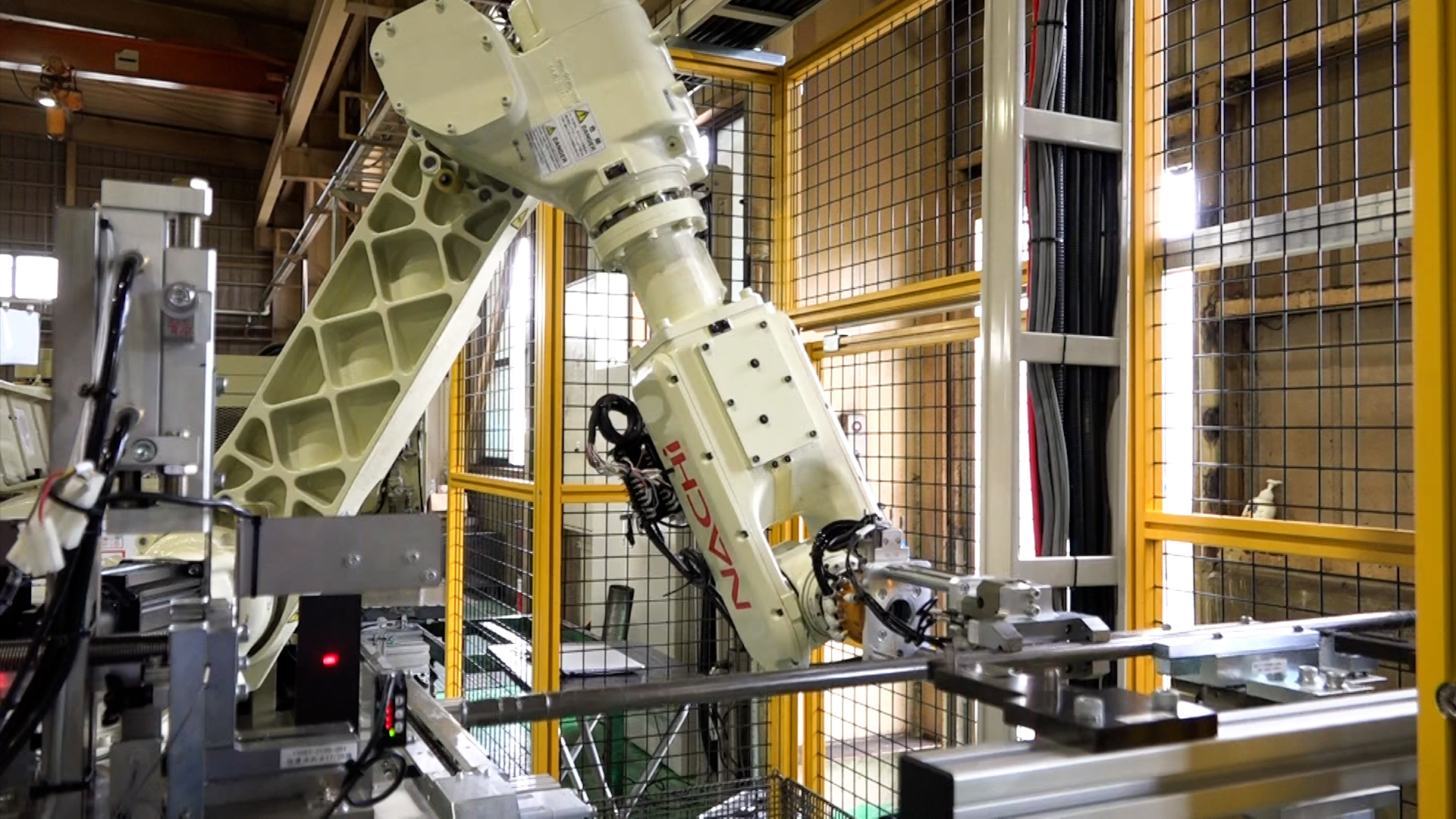
| プロダクト | 6軸ロボットを使用した自動化装置 |
課題
NC旋盤で加工後のシャフトに、輪留め金具を挿入するという単純作業だが、人手で行っていたため時間がかかっていた。
入れ忘れが起こっていた。手作業では正確にまっすぐ圧入するのが難しかった。
ロボット化をするにあたり、圧入後の積み付けを正確に行わないと積んだシャフトが崩れる。
ご提案
ロボット化により、圧入にかかっていた人員1名の人手をより付加価値の高い作業にまわせる
ようになった。
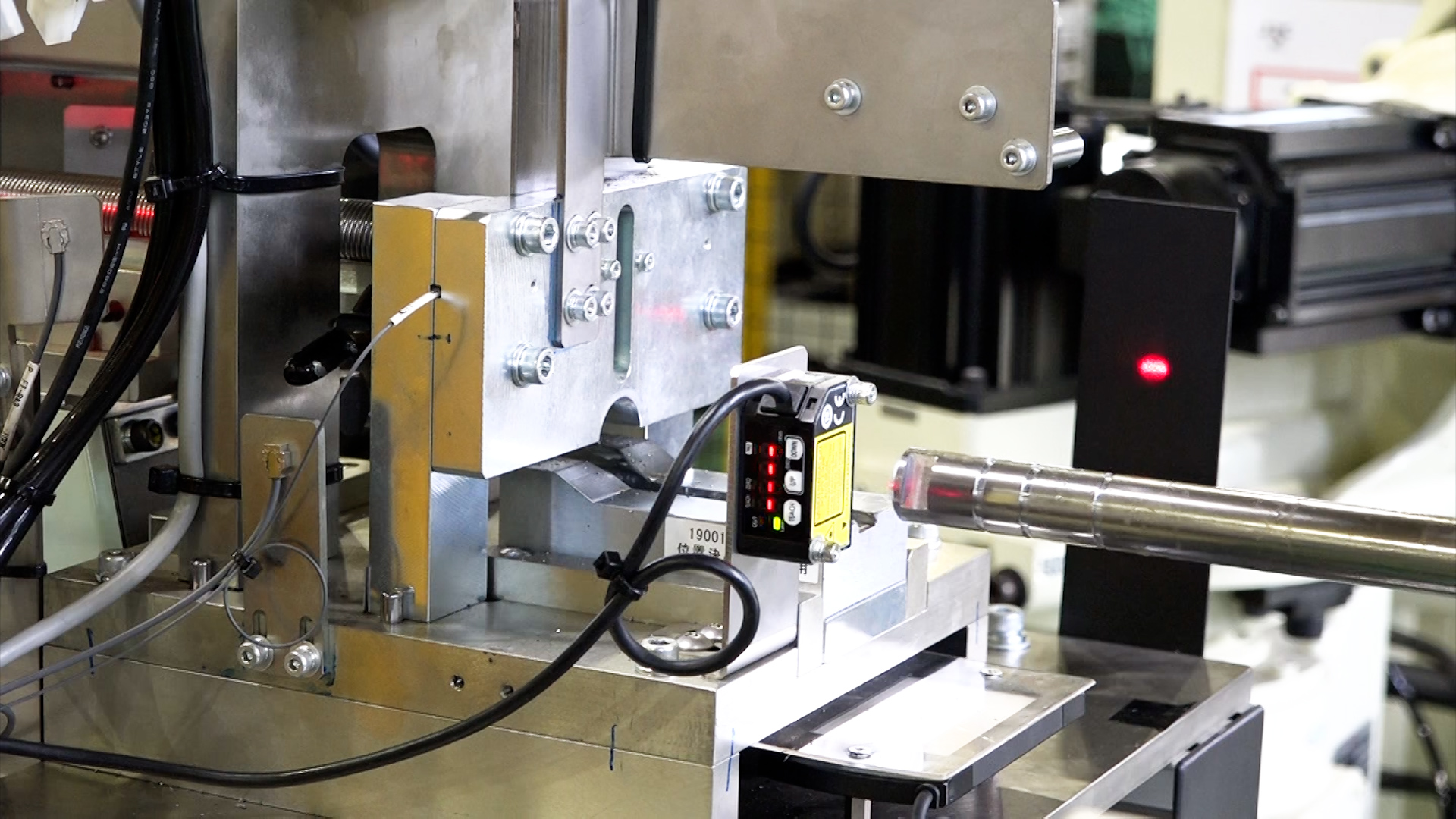
センサでシャフト先端の位置を認識して圧入することで、まっすぐ入るようになり入れ忘れの防止にもつながった。
シャフトの積み付けは、1本目の位置だけロボットにティーチングを行い、2本目以降は位置を計算して自動で積みつけるプログラムを実装。
装置の動き
①タッチパネル上で、登録されたシャフトサイズから選択する。
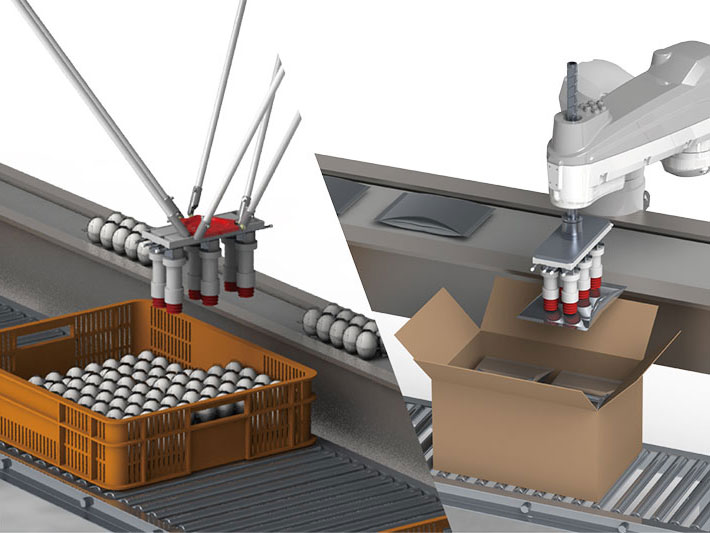
②供給されたシャフトをロボットがつかみ、圧入装置へ設置。
この時のハンドツールは2種類あり、長さに合わせて自動で付け替える。
③圧入装置のセンサがシャフト先端の位置をとらえ、正確に圧入。
④正しく圧入されているか、画像検査を行う。
⑤完了したシャフトをロボットが持ち上げ、専用のラックに積みつける。
事例動画